




ਸਟੀਲ ਸਪੇਸ ਫਰੇਮ ਪੇਂਟਿੰਗ ਪ੍ਰਕਿਰਿਆ
ਪੇਂਟ:
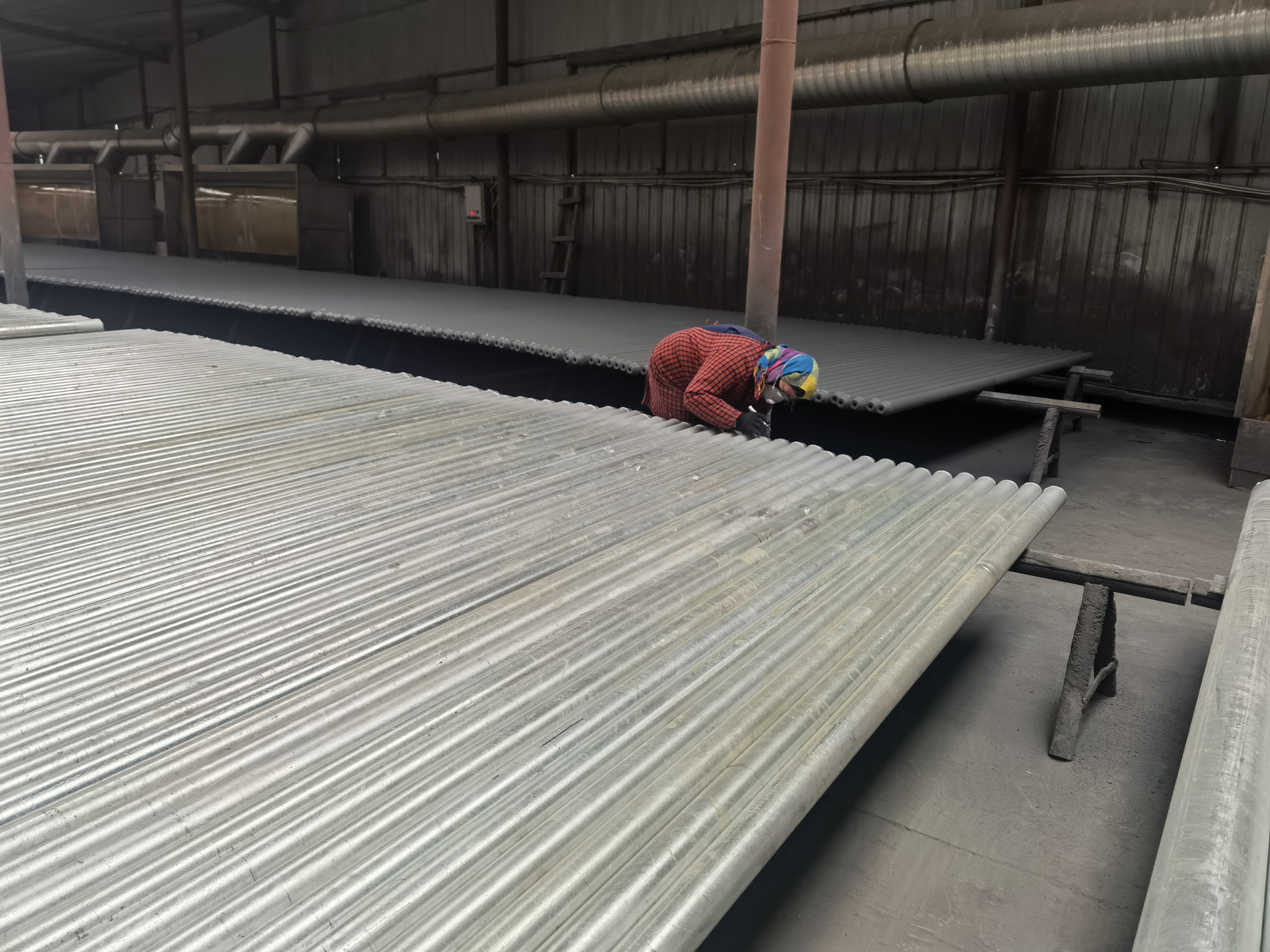
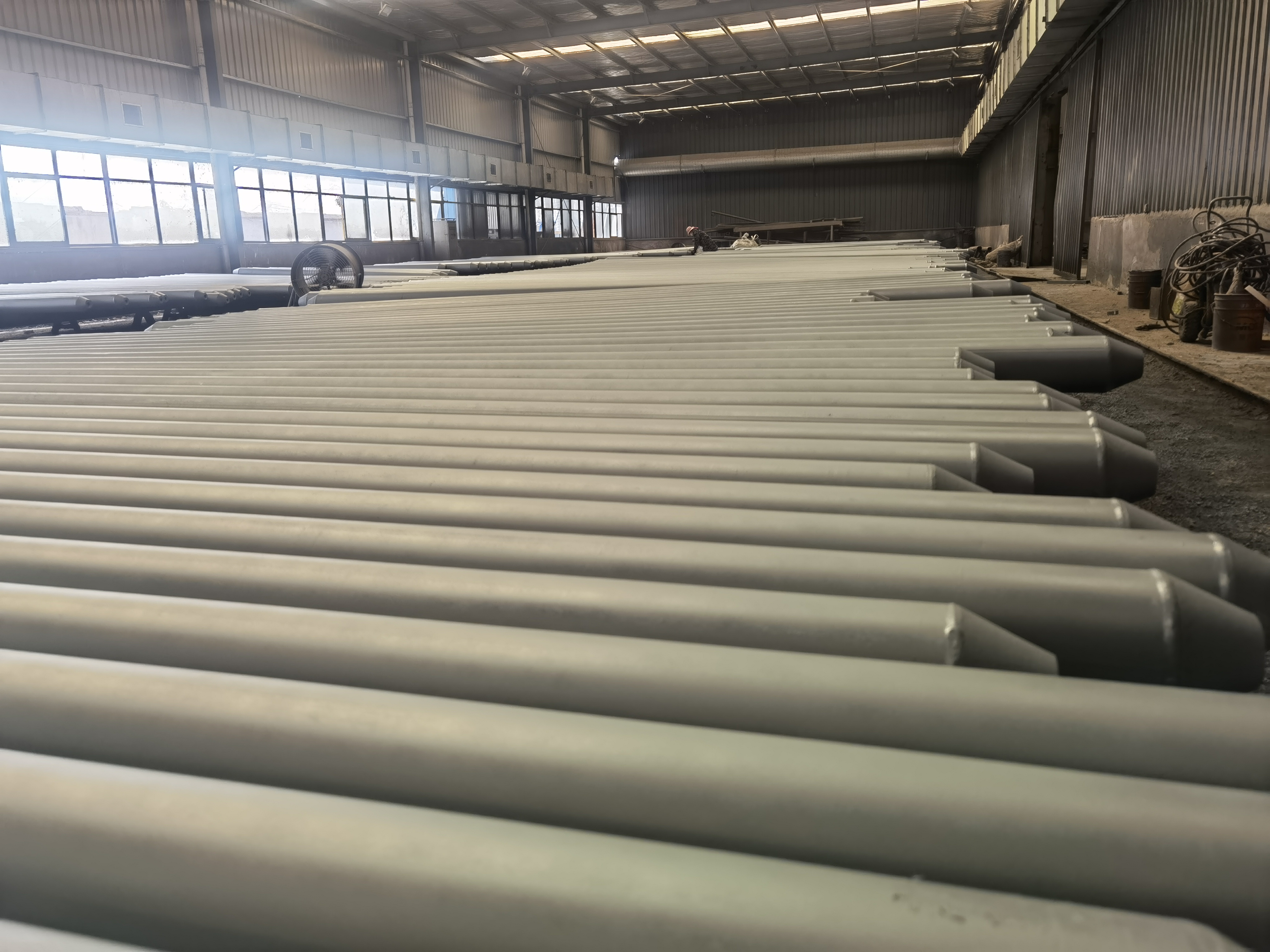
ਜੰਗਾਲ ਹਟਾਉਣ ਤੋਂ ਬਾਅਦ, ਕੰਪੋਨੈਂਟਸ ਦੀ ਸਤ੍ਹਾ ਨੂੰ ਤੁਰੰਤ ਸਾਫ਼ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਐਂਟੀ-ਰਸਟ ਪੇਂਟ ਦਾ ਛਿੜਕਾਅ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
ਲੋੜਾਂ ਡਿਜ਼ਾਇਨ ਨਿਯਮਾਂ ਦੇ ਅਨੁਸਾਰ ਹੋਣੀਆਂ ਚਾਹੀਦੀਆਂ ਹਨ, ਅਤੇ ਪੇਂਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਓਪਰੇਸ਼ਨ ਨਿਰਦੇਸ਼ਾਂ ਅਤੇ ਪੇਂਟ ਦੀਆਂ ਸੰਬੰਧਿਤ ਕਿਸਮਾਂ ਅਤੇ ਨਿਰਦੇਸ਼ ਮੈਨੂਅਲ ਦੇ ਅਨੁਸਾਰ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ.ਪੇਂਟਿੰਗ ਦੇ ਦੌਰਾਨ ਵਾਤਾਵਰਣ ਦੇ ਤਾਪਮਾਨ ਅਤੇ ਨਮੀ ਨੂੰ ਇੱਕ ਥਰਮੋ-ਹਾਈਗਰੋਮੀਟਰ ਦੁਆਰਾ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਤਾਂ ਜੋ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ ਕਿ ਪੇਂਟ ਤਕਨਾਲੋਜੀ ਦੀਆਂ ਸੰਬੰਧਿਤ ਕਿਸਮਾਂ ਦੀਆਂ ਲੋੜਾਂ ਪੂਰੀਆਂ ਹੁੰਦੀਆਂ ਹਨ।ਛਿੜਕਾਅ ਦੀ ਮੋਟਾਈ ਇਸ ਦੀ ਮੋਟਾਈ ਗੇਜ ਦੁਆਰਾ ਜਾਂਚ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਅਤੇ ਨਿਯੰਤਰਿਤ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਹਰੇਕ ਪੇਂਟ ਦੀ ਮੋਟਾਈ ਨੂੰ ਹਦਾਇਤ ਮੈਨੂਅਲ ਦੇ ਅਨੁਸਾਰ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।ਪੇਂਟਿੰਗ ਤੋਂ ਬਾਅਦ, ਇੱਕ ਵਿਸ਼ੇਸ਼ ਵਿਅਕਤੀ ਨੂੰ ਡਰਾਇੰਗ ਦੀਆਂ ਲੋੜਾਂ ਅਨੁਸਾਰ ਇੱਕ ਨਿਸ਼ਾਨ ਬਣਾਉਣਾ ਚਾਹੀਦਾ ਹੈ.ਭਾਗਾਂ ਦੇ ਮੁੱਖ ਚਿੰਨ੍ਹਾਂ ਵਿੱਚ ਅਸੈਂਬਲੀ ਨੰਬਰ, ਉਚਾਈ ਸੰਦਰਭ ਬਿੰਦੂ, ਅਸੈਂਬਲੀ ਸੰਦਰਭ ਲਾਈਨ ਦੀ ਕੇਂਦਰ ਲਾਈਨ, ਅਤੇ ਲਟਕਣ ਵਾਲੇ ਬਿੰਦੂ ਸ਼ਾਮਲ ਹੁੰਦੇ ਹਨ।